Импортозамещение деталей для иностранных агрегатов и узлов ГТД и ТЭК
«ПК Скорса» выполняет полный цикл импортозамещения деталей для иностранных агрегатов и узлов ГТД и ТЭК: от обратного инжиниринга и подбора материалов до механической обработки и испытаний:
- Крепежные элементы для установок Rolls-Royce Solution (Великобритания)
- Кронштейны и шарнирные подшипники для систем General Electric (США)
- Горелочные устройства для турбин Solar Turbines (США)
- Баббитовые подшипники скольжения для компрессорного оборудования Atlas Copco (Швеция)
компоненты иностранного производства — российское исполнение
Крепежные элементы
A Rolls-Royce solution, Великобритания

Кронштейны / Шарнирные подшипники
General Electric, США

Горелочные устройства
Solar Turbines, США

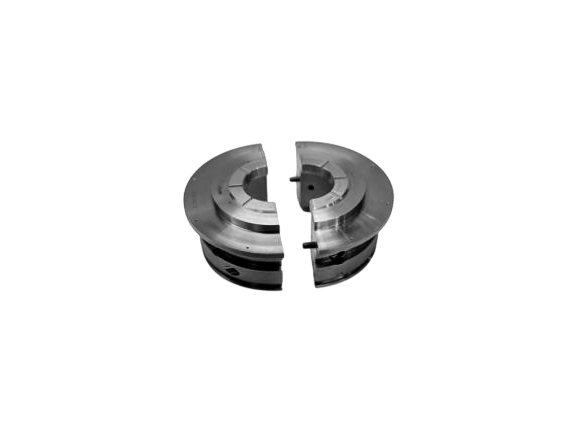
Подшипник баббитовый
Atlas Copco Group, Швеция
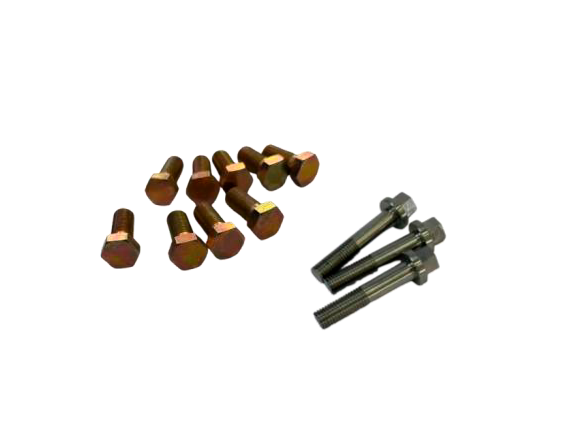
Крепежные элементы для Rolls-Royce, Cooper-Bessemer и GENERAL ELECTRIC
Изготовление деталей потребовало полного цикла reverse-engineering. Провели анализ химического состава и механических свойств оригинала: максимальное усилие на разрыв — 6 тонн, твёрдость — 50,3 HRC. По результатам подобрали российский аналог — сталь 10Х11Н23Т3МР (ЭП-33). Разработали конструкторскую документацию, изготовили опытный образец, подтвердили его механические характеристики на разрыв и выпустили партию.
Болт 32,5х14 1/4″-28 UNF для General Electric

Оборудование General Electric (GE)
Сфера применения
Сталь 10Х11Н23Т3МР (ЭП33)
Материал
32,5х14 1/4″-28 UNF
Размеры с резьбой
до +600°C…700°C °C
Температурный режим
Сложности
Изготовление деталей для General Electric сопряжено со сложностями физики материала:
- Низкая теплопроводность сплава:
Сталь 10Х11Н23Т3МР не отводит тепло из зоны резания — это ведёт к перегреву кромки инструмента и риску термической деформации детали. - Склонность к наклепу:
Материал упрочняется под воздействием резца. Малейшее нарушение подачи делает поверхность «необрабатываемой» и ломает дорогой инструмент. - Американский стандарт резьбы:
Резьба 1/4″-28 UNF требует специального дюймового инструментария и прецизионных калибров: допуски GE значительно строже общепромышленных. - Критическая термообработка:
Диапазон твердости 35…40 HRC требует прецизионных печей. Малейшее отклонение от графика старения ведёт к несоответствию механических свойств. - Высокие требования к чистоте:
Достижение шероховатости Ra 2,5 на вязком никелевом сплаве крайне затруднено из-за образования микровырывов металла.
Решения
Для обеспечения качества уровня GE применяются:
- Инструмент для жаропрочных сплавов:
Твердосплавные пластины со специальной геометрией и многослойными PVD-покрытиями (группа S по ISO) для работы при высоких температурах. - Подача СОЖ под высоким давлением:
Системы охлаждения (20–70 бар) для принудительного дробления стружки и предотвращения налипания металла на резец. - Вакуумная термообработка:
Циклы закалки и старения в вакууме исключают окалину и сохраняют точность размеров до микрона. - ЧПУ-точение резьбы:
Программное управление нарезает резьбу 1/4″-28 UNF с идеальной геометрией и минимальной шероховатостью, исключая человеческий фактор. - Стопроцентный контроль:
Каждая партия проходит проверку дюймовыми калибрами-кольцами и выборочный контроль твердости, что гарантирует полную собираемость и надежность узла.
Болт (аналог Cooper-Bessemer 2-02F-004-152 / Rolls-Royce)
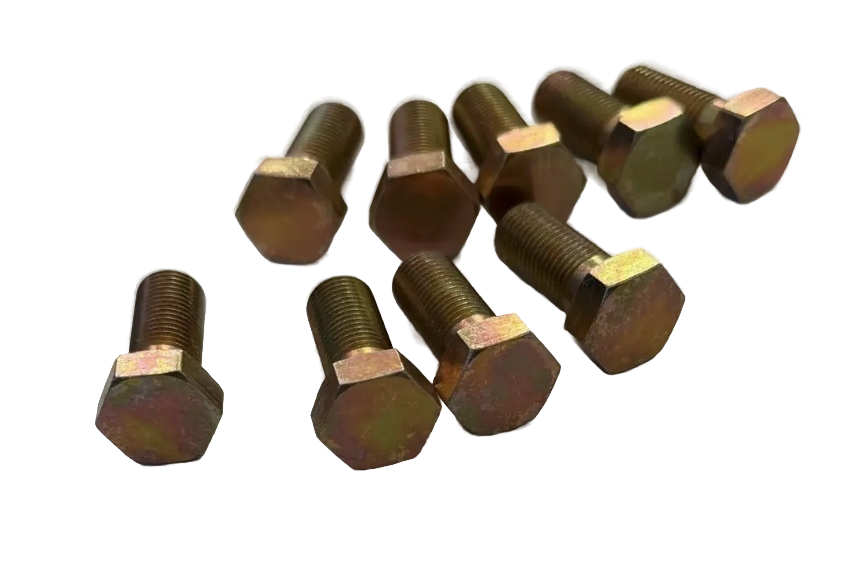
Для крепления статорных лопаток турбины Cooper-Bessemer RT-48S (газогенераторы Rolls-Royce)
Сфера применения
Сталь 10Х11Н23Т3МР (ЭП33)
Материал
3/8″-24 UNF-A2 (американская мелкая дюймовая резьба)
Размеры с резьбой
до +600°C…700°C °C
Температурный режим
Сложности
Производство крепежа для систем Rolls-Royce / Cooper-Bessemer сопряжено с серьезными вызовами:
- Обработка «тяжелого» сплава:
Сталь 10Х11Н23Т3МР (ЭП33) крайне вязкая. При точении выделяется огромное количество тепла, которое не уходит со стружкой, а остается в инструменте и детали. - Точность резьбового профиля:
Резьба UNF класса A2 требует точного профиля. Отклонение шага на жаропрочном сплаве ведёт к закусыванию болта при монтаже в дорогостоящий диск турбины. - Соблюдение допусков на биение:
Для статорных лопаток критична соосность головки и стержня, чтобы избежать перекосов при затяжке.
Решения
Для достижения авиационных стандартов качества применяются следующие решения:
- Высокоскоростное точение с подачей СОЖ под давлением:
Позволяет эффективно дробить сливную стружку стали ЭП33 и отводить тепло, предотвращая прижоги на поверхности детали. - Вакуумная дегазация (обезводороживание):
После кадмирования обязательна термообработка для удаления водорода из структуры металла. - Контроль калибрами высшей точности:
Проверка резьбы сертифицированными дюймовыми калибрами-кольцами на соответствие стандартам Cooper-Bessemer. - Термическое старение:
Цикл дисперсионного упрочнения в вакууме для стабильной твердости 36…38 HRC по всему сечению болта.
КРОНШТЕЙН и корпус опорного подшипника ДЛЯ GENERAL ELECTRIC
Произвели полный цикл обратного инжиниринга. Исследовали химические составы и механические свойства оригинальных деталей: для резьбовой части шарнирных подшипников предел прочности составил 105,2 кг/мм², предел текучести — 80,36 кг/мм², относительное удлинение 15,45%, относительное сужение 60,40%, твёрдость 60 HRC. Подобраны российские аналоги — сталь 07Х16Н6-Ш (корпус подшипника) и сплав Д16Т (кронштейн). Разработана конструкторская документация, изготовлен и испытан образец, затем выпущена партия деталей.
Кронштейн для установок General Electric

Авиационные и энергетические установки General Electric
Сфера применения
Алюминиевый сплав Д16Т (согласно ГОСТ 4784-2019)
Материал
Сложный профиль с основным радиусом R397,5 мм и R376,4 мм
Размеры
0,11 кг
Масса
Эксплуатация в «холодных» зонах двигателя или внешних обтекателях при температурах до +120°C…150°C (кратковременно до +230°C)
Температурный режим
Сложности
Производство кронштейна для General Electric требует решения специфических задач:
- Сложное базирование и ориентация:
Дугообразная форма детали и разнонаправленные крепёжные отверстия требуют сложной переналадки или многоосевых станков. - Высокий коэффициент съема материала:
Изделие изготавливается из круга 70 мм. При массе детали 110 г более 90% заготовки уходит в стружку, повышая риск внутренних напряжений. - Деформации при обработке:
Сплав Д16Т склонен к короблению при интенсивном снятии металла. Тонкие стенки и радиусная форма могут деформироваться, выводя размеры за допуски h14/H14. - Точность угловых размеров:
Углы позиционирования отверстий должны соблюдаться с высокой точностью для идеальной собираемости в узлах GE. - Контроль чистоты поверхности:
Шероховатость Rz 6,3 должна быть выдержана на всей сложной поверхности, включая труднодоступные места между рёбрами.
Решения
Для соответствия жёстким стандартам GE применяются следующие подходы:
- 5-осевая фрезерная обработка на ЧПУ:
Единственное эффективное решение для нарезания отверстий под разными углами за один установ — гарантирует точное взаимное расположение и соосность. - Поэтапное снятие напряжений:
Применение стратегии «черновая обработка — стабилизация — чистовая обработка». Это позволяет минимизировать коробление тонкостенного алюминиевого профиля. - Специализированная оснастка:
Изготовление «постелей» (ложементов), повторяющих радиус детали R397,5, для надёжного закрепления на финишных операциях без риска деформации стенок. - Высокоскоростное резание (HSM):
Использование высоких оборотов шпинделя и острых фрез для алюминия со специальными полированными канавками. Это предотвращает налипание алюминия на инструмент и обеспечивает заданную чистоту Rz 6,3. - Контроль геометрии на КИМ:
Проверка готового кронштейна на КИМ по математической модели для верификации всех радиусов и угловых координат отверстий перед нанесением покрытия.
Корпус шарнирного подшипника General Electric

Двигатели General Electric
Сфера применения
Сталь 07Х16Н6-Ш (ЭП288-Ш)
Высокопрочная коррозионностойкая сталь электрошлакового переплава. Обладает исключительной чистотой и сопротивлением усталости.
Внутренний диаметр с чистотой поверхности Ra 0,63. Геометрия сферы критична для плавности хода подшипника.
Размеры
5/16″-24 UNF
Резьбовой хвостовик
от -70°C до +450°C
Температурный режим
Сложности
Изготовление идеальной сферы: Главная сложность — расточка внутренней сферической поверхности под установку шара. Отсутствие ступенек и микронеровностей критично, так как напрямую влияет на ресурс подшипника.
- Обработка вязкой нержавеющей стали:
07Х16Н6-Ш сильно налипает на инструмент. При чистовой обработке сферы это ведёт к задирам, недопустимым для посадки подшипника. - Высокая точность посадки F7:
Допуск в несколько микрон требует прецизионного оборудования и жесткого температурного контроля в цехе, иначе деталь выйдет за пределы поля допуска. - Стабильность структуры металла:
Сталь переходного класса требует обязательной обработки холодом после закалки. Без этого в структуре останется остаточный аустенит, что приведет к изменению размеров сферы уже в процессе эксплуатации двигателя. - Контроль целостности:
Шарнирные узлы работают на знакопеременные нагрузки. Малейшая волосовина или неметаллическое включение в материале может стать причиной разрушения.
Решения
- Интерполяционное фрезерование сферы на ЧПУ:
Использование 5-осевых станков с ЧПУ и специальных сферических фрез/резцов с полированной передней поверхностью для исключения налипания стружки. - Суперфиниширование или хонингование:
Для достижения шероховатости Ra 0,63 и идеальной геометрии сферы применяется финишная притирка или суперфиниширование специальными абразивными головками. - Полный цикл термообработки с крио-этапом:
Закалка, обработка холодом (ниже -70°C) и многократный отпуск. Это гарантирует превращение структуры в мартенсит и стабильность геометрии отверстия - Люминесцентный дефектоскопический контроль:
Использование высокочувствительных индикаторных жидкостей при МПК для выявления дефектов, которые невозможно обнаружить обычными методами.
Импортозамещение
- крепёжных элементов — Rolls-Royce Solution (Великобритания)
- кронштейнов и шарнирных подшипников — General Electric (США)
- горелочных устройств — Solar Turbines (США)
- баббитовых подшипников — Atlas Copco (Швеция)
Работаем на современном высокоточном оборудовании
 Высокоточное оборудование мирового класса: Doosan DL‑2600Y (с осью Y), Doosan SL‑200M и SKM NL‑2500M. Надёжная корейская сборка и компоненты Fanuc гарантируют стабильность при высоких нагрузках.
Высокоточное оборудование мирового класса: Doosan DL‑2600Y (с осью Y), Doosan SL‑200M и SKM NL‑2500M. Надёжная корейская сборка и компоненты Fanuc гарантируют стабильность при высоких нагрузках.




Часто задаваемые вопросы
Какие запчасти вы можете изготовить по импортозамещению?
Что такое реверс-инжиниринг и зачем он нужен?
Работаете ли вы с единичными заказами высокой сложности?
Оставить заявку
Наш технолог выполнит расчёт в течение одного дня и свяжется с вами для уточнения деталей.
Адрес
Республика Татарстан, Зеленодольский район,
Индустриальный Парк М7 №2, здание 22, Промышленная Площадка
Режим работы
Пн-пт 7:00-19:00
Компания

Политика конфиденциальности
Согласие на обработку персональных данных
© 2026 OOO «ПК СКОРСА» Все права защищены
Написать нам