Механическая обработка металла
Производим детали высокой точности для промышленности и ГТД: от единичных изделий до серий — с контролем на каждом этапе.
- Токарная обработка;
- Фрезерная обработка с ЧПУ (5 осей);
- Шлифовка внутренняя и внешняя;
- Термообработка;
- Сварка;
- Стендовые испытания.
Токарная и фрезерная обработка — под ваши задачи
Токарная обработка с ЧПУ
где критичны cоосность, геометрия и качество поверхности
- втулки и валы;
- осевые и цилиндрические детали;
- элементы для газотурбинных двигателей.

Фрезерная обработка с ЧПУ (5 осей)
где стандартная обработка не подходит
- корпусные и фасонные детали;
- сложные элементы с пазами и карманами;
- компоненты для ГТД со сложной пространственной геометрией.
Шлифовальная обработка
где требуется микронная точность (0,001 мм)
- Наружное и внутреннее шлифование цилиндров, конусов и торцов.
- Микронная точность: работа с погрешностью всего 0,001 мм.
- Сложная геометрия: обработка детали со всех сторон за одну установку.

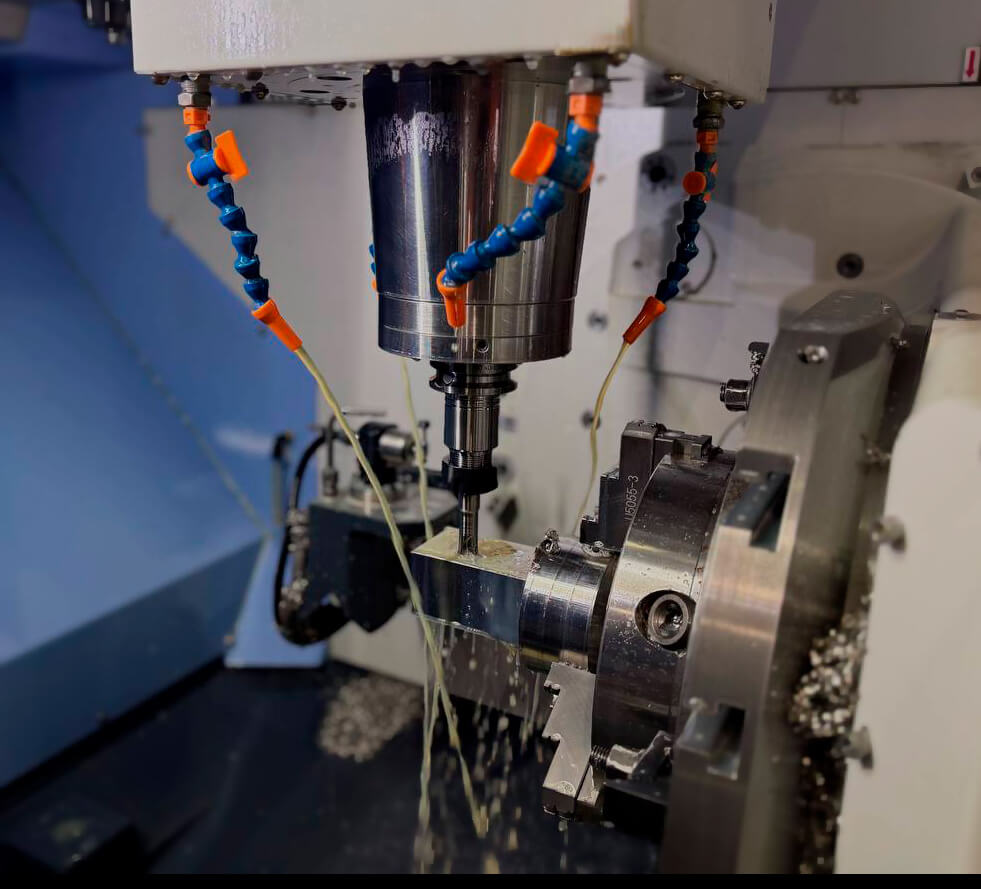
Работаем на современном высокоточном оборудовании
- Токарные станки с ЧПУ
- 5-осевые фрезерные центры
- Собственные печи для термообработки
- Испытательные стенды и климатические камеры
 Высокоточное оборудование мирового класса: Doosan DL‑2600Y (с осью Y), Doosan SL‑200M и SKM NL‑2500M. Надёжная корейская сборка и компоненты Fanuc гарантируют стабильность при высоких нагрузках.
Высокоточное оборудование мирового класса: Doosan DL‑2600Y (с осью Y), Doosan SL‑200M и SKM NL‑2500M. Надёжная корейская сборка и компоненты Fanuc гарантируют стабильность при высоких нагрузках.




Это позволяет брать заказы повышенной сложности и гарантировать результат.
Изготавливаем детали любой сложности
Ключевые характеристики
Газотурбинное оборудование
Сфера применения
Сталь 12Х18Н10Т
Материал
460 мм Х 210 мм Х 120 мм
Габаритные размеры
от −196 °C до +600 °C
Температура рабочей среды
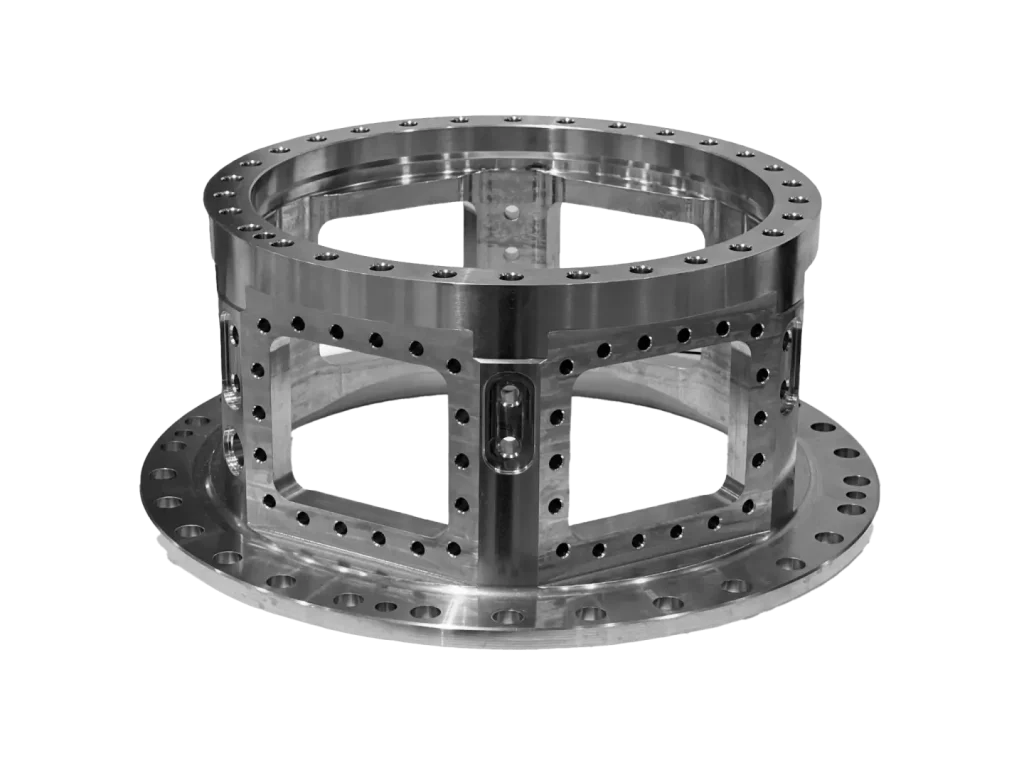
Корпус камеры сгорания
Сложности
Высокая плотность отверстий с требованиями к точности позиционирования до ±0,05 мм. Повышенные требования к сохранению геометрии при механической обработке. Критичность соосности и чистоты поверхностей
Решения
Специальная оснастка с точечными прижимами и компенсацией перекосов. Обработка за одну установку на высокоточном оборудовании. Промежуточный контроль геометрии на ключевых этапах
Ключевые характеристики
Газотурбинное оборудование
Сфера применения
Бронза
Материал
280 мм Х 200 мм Х 160 мм
Габаритные размеры
от −60 °C до +300 °C
Температура рабочей среды

Вкладыши
Сложности
Прилипание материала к режущему инструменту; перегрев заготовки в процессе обработки; деформация при фиксации детали; образование микротрещин в материале; неравномерность качества поверхности
Решения
Использование твердосплавных фрез повышенной прочности. Постоянный мониторинг и регулирование температуры процесса. Применение мягких прижимов и систем жесткого крепления. Профессиональное определение оптимальных параметров обработки
Ключевые характеристики
Газотурбинное оборудование
Сфера применения
Конструкционная и легированная сталь 38ХН3МФА ГОСТ 4543-2016
Материал
500 мм Х 120 мм
Габаритные размеры
от −40 °C до +120 °C
Температура рабочей среды

Шпиндель
Сложности
Обеспечение высокой соосности и геометрической точности шпинделя. При механической обработке возможны вибрации, биение, накопление погрешностей при многооперационной обработке, а также риск повреждения посадочных поверхностей и шеек
Решения
Для обеспечения требуемой точности была произведена обработка за минимальное количество установок, применена специализированная оснастка и выверенные режимы резания. Критичные поверхности обрабатывались за одну установку с последующим контролем соосности, биения и размеров
Ключевые характеристики
Газотурбинное оборудование
Сфера применения
Сталь 12Х18Н10Т
Материал
270 мм Х 210 мм Х 55 мм
Габаритные размеры
от −196 °C до +600 °C
Температура рабочей среды

Фронтовое устройство для камеры сгорания
Сложности
Вибрации из-за низкой жёсткости детали; риск деформации тонкостенных участков при закреплении; необходимость точности расположения отверстий; риск смещения при переходе от токарной к фрезерной обработке
Решения
Надёжно закрепили деталь без деформации. Добавили временные технологические рёбра жёсткости, снив вибрации. Провели балансировку детали — устранили биения. Выполнили обработку за одну установку на 5-координатном фрезерном станке — исключили смещение, гарантировали соосность. Применяли высокоточные фрезы и резцы — обеспечили чистоту обработки и микронные допуски
Ключевые характеристики
Турбинное и энергетическое оборудование
Сфера применения
Баббит
Рабочий слой
280 мм Х 200 мм Х 160 мм
Габаритные размеры
от −40 °C до +150 °C
Температура рабочей среды
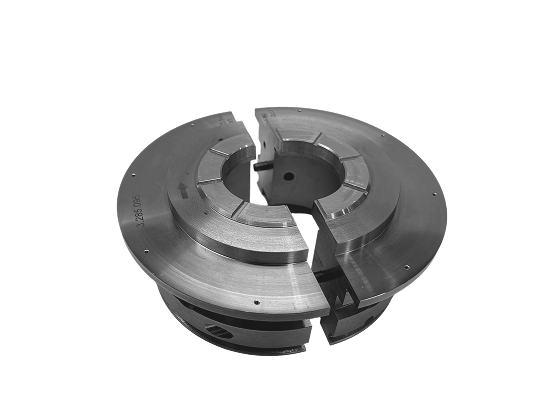
Подшипник баббитовый
Сложности
Риск пористости и отслоений при заливке, деформациями при охлаждении, механическая обработка мягкого баббита и обеспечение стабильной геометрии
Решения
Используется контролируемая заливка баббита с подготовкой поверхности корпуса, термическая стабилизация после заливки и прецизионная механическая обработка с поэтапным контролем геометрии рабочей поверхности
Оставить заявку
Наш технолог выполнит расчёт в течение одного дня и свяжется с вами для уточнения деталей.
Адрес
Республика Татарстан, Зеленодольский район,
Индустриальный Парк М7 №2, здание 22, Промышленная Площадка
Режим работы
Пн-пт 7:00-19:00
Компания

Политика конфиденциальности
Согласие на обработку персональных данных
© 2026 OOO «ПК СКОРСА» Все права защищены
Написать нам